









制动盘 自动铣削平衡机
技 术 协 议
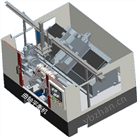
用途:该机型 是为制动 盘 的自动平衡测量和自动铣削去重校正而设计的专用设备。该机由立式平衡机、气动自动夹持系统、回转工作台、液压爪、立式数控铣床、吸尘装置和计算机测量控制系统组成。工件装在平衡机主轴上,由伺服电机通过皮带使其旋转,工件不平衡量产生的离心力使主轴系统产生振动,振动量通过电磁式速度传感器转换成电信号,再由计算机自动计算出不平衡量的大小(不平衡量幅值),同时通过光电编码器输出的基准信号,自动计算出工件不平衡量的相位(角度值)。然后平衡机自动定位停车、夹具自动松开、液压爪卡紧工件、回转工作台自动旋转、数控铣床的动力头快进、工进和后退,自动完成铣削校正。全部测量和控制均由工业计算机测量控制系统自动完成。操作简单,使用方便。
一、设备名称: 制动鼓 自动铣削平衡机
二、机 型: AYLD-30 数量: 壹台
三、设备用途: 该设备是用于汽车制动盘的平衡测量铣 削去重,适用于在规格范围内制动 盘 的自动装夹、平衡测量、铣 削去重和可设定批次的复测等用途。
四、设备的主要技术要求:
1、工件质量:(kg) 30kg
2、工件外径:(mm) 500 mm
3、平 衡 面: 单面平衡
4、平衡去重节拍:(平均) ≤1.8min
5、测量节拍:(s) ≤8 s ( 可调 )
6、平衡转速:( rpm) 300-600 rpm( 可调 )
7、平衡机主机最小可达剩余不平衡量: ﹤1gmm/kg
8、不平衡量一次减少率: ≥90%
9 、 铣 削深度: 2 0 mm ( 可调 )
1 0 、平衡定位孔直径: 见工件图纸
五、加工对象:
1、 工件型号: 根据客户图纸要求
2、工件材质: 根据客户图纸要求
3、工件硬度: 根据客户图纸要求
六、设备要求:
1、该设备要求在一个工位上实现 制动鼓 ( 盘 ) 的自动平衡测量、自动 铣 削去重校正和复检功能。它由 立 式平衡机、计算机测量控制系统、PLC及伺服控制系统、自动去重的 卧 式 铣 削装置、测量夹具、 铣 削夹具、回转工作台、吸尘装置、气动系统、安全防护装置等构成。
2、设备的结构设计、夹具设计,必须满足第五条款要求加工的各种型号制动鼓及第四条款的技术要求。同时要考虑更换品种方便快捷,操作简单,维修保养及易损件更换方便快捷。
3、设备要为一体化结构。测量、显示、去重、控制等各部分均为一个整体。
4、设备各运动部分及导轨应可靠密封及防护,防止铁屑等杂物进入,同时应有铁屑集中处理装置, 保持工作台面和工作环境的清洁,方便定期清理。
5、夹具:要求测量夹具、 铣 削夹具分开实现自动夹持。 钻 削工件时要有压紧装置。 夹具要求有两套,必须满足制动盘和制动鼓只需要更换铣削夹具都可以在同一工位上平衡校正。
6、 去重 钻 削装置:
6-1、应保证有良好的刚性及足够的动力。
6-2、要由伺服系统自动控制完成。
6-3、切削方式 为 干式 铣 削, 定点铣 削修正。按要求的角度和深度进行 铣 削校正。
6-4、 铣 削速度要由变频器控制 异步 电机,能实现无级调速。
6-5、 钻头 采用 圆形锯齿刀盘 ,更换方便快捷。
7、伺服控制:主要控制主轴旋转、自动定位停车、 水平方向、垂直方向刀具的移动等。
8、设备必须设置安全防护装置,并配有工作照明灯。
9、电气控制部分:
9-1、电气系统性能可靠,能满足设备上一切互锁要求,有足够的安全防护,保证设备及人身安全。满足机械加工及正常调整要求。
9-2、设备应具有断电保护功能,若系统突然失电,保护设备、人员及工件不受损伤。
9-3、伺服驱动控制器及伺服电机采用交流控制,伺服电机采用品牌产品。
9-4、使用电源:三相四线制, 380V ± 10%, 50HZ ± 5% 。
9-5、电 气元件一律采用产品的标准、通用元器件。空气开关带辅助点,行程开关采用合资产品,PLC输出点接保险,PLC输出的交直流感性负载,要求分别并有阻容吸收电路或续流二极管,PLC输出的交流电磁阀应采用继电器隔离。PLC的输入输出端必须预留10%的裕量。
9-6、设备与电器柜的连接线采用排插接线端子,电箱元件排列合理、美观,元气件名称、线号清淅明了,元件质量可靠。
9-7、 电控柜要有恒温和除湿功能,保障设备电测控制系统稳定可靠。
10、计算机及测量软件:工业控制计算机、15”工业触摸屏、专用程序软件包(包括测量、补偿、标定、计算、定位停车、故障自检。
12、润滑系统:自动润滑系统采用品牌产品,润滑时间和润滑油量可调。
七、备品附件:
1、工装夹具要满足第五条款中加工的各种型号制动鼓更换品种的要求。
2、备品附件: 工具箱1套、传感器1只、驱动皮带1根、标定试重(橡皮泥)2块。
八、技术文件和图纸:
1、合同签订2个月内乙方向甲方提供以下资料:设备平面布置图、安装图、设备土建的工艺资料、设备的水、电工艺资料。
2、随设备一起提供下列技术文件和图纸:
2-1、操作说明书一套、设备维修说明书一套。
2-2、电气图、液压图、气动图。
2-3、软件程序备份。
2-4、外购件的使用说明书、技术文件及配套软件、附件、外购件的清单。
九、验收及培训:
1、设备的预验收:
1-1、设备的预验收在乙方进行。
1-2、设备必须连续空转24小时。
1-3、验收各项外观指标等。
1-4、对制动鼓 ( 盘 ) 进行 铣 削去重校正,技术指标必须达到第四条款的要求。预验收现场 铣 削去重校正的制动鼓最少5只以上。
2、设备的终验收:
1-1、设备的终验收在甲方现场进行。设备安装、调试以后必须连续空运转24小时后,按设备合同技术要求进行检测。
1-2、各项指标合格后进行制动鼓 ( 盘 ) 加工验收,保证在设备和工装、加工过程中不进行人为调整前提下连续加工第四条款要求中一个规格的制动鼓50件,抽检20%,进行验收。
3、设备安装、调试:
3-1、甲方负责设备在现场的起重、运输、安装,乙方负责设备的现场调试。
3-2、甲方为乙方调试人员的现场调试提供积极的配合和方便。
4、责任和服务:
4-1、设备调试期间,乙方负责对甲方操作人员和机电维修人员进行技术培训。内容包括电气、机械维修,操作、常见故障排除等技术培训,达到甲方操作人员可独立完成更换品种时的各项操作。
4-2、设备终验收合格后,保修一年。在质保期内,乙方免费更换和保修非甲方人为原因损坏的零部件(不含夹具),乙方接到甲方维修通知2天内到达甲方现场,进行服务。
4-3、乙 方要根据 甲方 需要 常年提供良好的技术咨询和 技术服务 。设备在生产中出现问题时,乙方应积极配合并及时解决。
四、交货期
4. 1 、交货期: 60天
五、付款方式 : 电汇或现金
十、其他事宜:
1、设备主要配置清单见附件《设备主要配置清单表》。
2、本协议一式四份,甲、乙双方各两份。本协议为商务合同的附件,随商务合同的生效而生效。
3、未尽事宜双方协商解决。